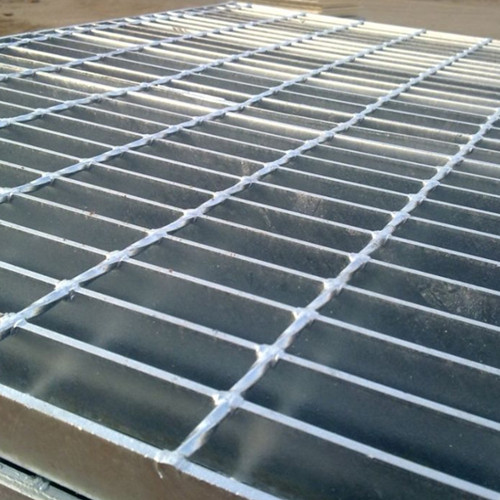
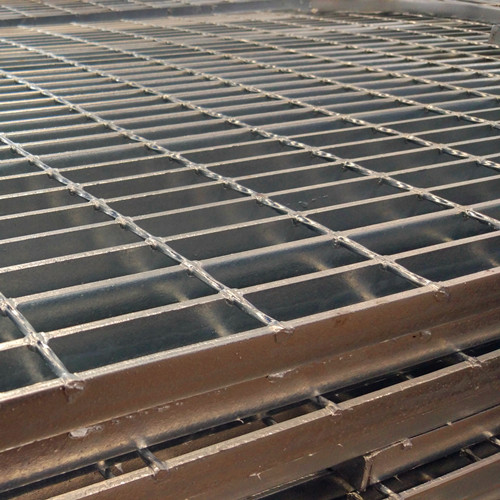
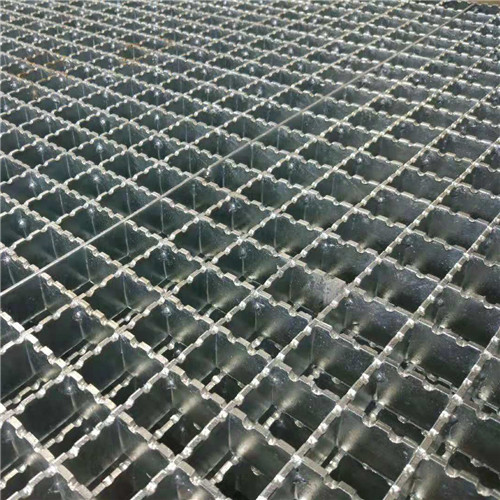
鋼格柵又叫格柵板是用扁鋼按照一定的間距和橫桿進(jìn)行交叉排列焊接而成, 制作時(shí), 首先將扁鋼按一定間距排列整齊���, 然后將橫桿壓焊到扁鋼上����。 焊完后��, 還需將鋼格柵扁鋼按切割到規(guī)定長(zhǎng)度,鋼格柵剪床就是為切割鋼格柵的專(zhuān)用機(jī)床��。
切割采用橫向剪切原理����, 過(guò)程為: 鋼格柵套在二排組合刀具組中, 二排組合刀具組一排為固定刀具組�, 另一排為活動(dòng)刀具組,每組組合刀具由36個(gè)刀片組成�����。 活動(dòng)刀具在推力����, 作用下將夾持在組合刀具中的鋼格柵扁鋼剪斷?����?梢钥闯觯?刀具的厚度和大小取決于扁鋼和橫桿間距����。 刀具設(shè)計(jì)中須使刀具具有較高的強(qiáng)度、 良好的韌性��、 較長(zhǎng)的壽命以及良好的工藝性�����。 因此����, 刀具的設(shè)計(jì)成為剪床設(shè)計(jì)重要的環(huán)節(jié), 刀具設(shè)計(jì)的成敗決定了鋼格柵剪床的成敗����。
剪切力測(cè)試
剪切力測(cè)試是在實(shí)驗(yàn)室完成的�����。 用扁鋼做剪切實(shí)驗(yàn)��, 測(cè)定剪切力的大小、 確定刀片切口形狀��。 首先���, 預(yù)制斜��、 直��、 凹3種形狀刀口, 選取了常用的4 種規(guī)格的扁鋼��, 在壓力機(jī)上測(cè)試剪斷扁鋼所需的剪切力的大小�����。從數(shù)據(jù)中可知��, 斜刀口或凹刀口的剪切力遠(yuǎn)遠(yuǎn)小于直刀口�。但是從實(shí)驗(yàn)的切口來(lái)看��, 采用斜刀口或凹刀口的剪切的扁鋼切口呈斜或凹型翹曲狀況����, 不能滿(mǎn)足工程需要。 因此在多次實(shí)驗(yàn)后�����, 確定刀口采用直刀口形狀。
斷面形狀確定
斷面形狀不僅由鋼格柵的規(guī)格確定���, 而且其形狀直接影響刀具材料的所受的應(yīng)力水平的大小����, 因此���, 斷面形狀的設(shè)計(jì)是刀具設(shè)計(jì)至關(guān)重要的-個(gè)環(huán)節(jié)���。 通過(guò)力學(xué)計(jì)算可以發(fā)現(xiàn), 刀片的應(yīng)力與彎矩分布成正比��, 也就是在刀片頭部應(yīng)力最小���, 而到根部為應(yīng)力值為最大�。 增加刀片截面的寬度和厚度是降低刀片應(yīng)力水平的很有效的方法���。 但是厚度受到扁鋼的問(wèn)距的制約, 同時(shí)還要考慮前道工序壓焊的焊接變形產(chǎn)生的間距誤差; 刀具寬度也受到橫桿間距的制約��。 為使鋼格柵能順利插入刀具間隙, 刀具厚度和寬度的尺寸須滿(mǎn)足: 厚度< 扁鋼間距一扁鋼厚度-間隙����,寬度< 垂直橫桿間距-橫桿厚度-間隙。
鋼格柵的規(guī)格限制了刀具的厚度; 橫桿之間的間距也限制了寬度的大小��。 因此設(shè)計(jì)中刀片厚度值采用了頭部小根部大變截面形狀設(shè)計(jì)�����, 這樣設(shè)計(jì)既考慮了應(yīng)力分布又能很方便的使鋼格柵套上或脫下刀具; 在根部最大應(yīng)力處設(shè)計(jì)成圓角過(guò)渡�����, 既降低了刀片根部應(yīng)力�, 又大大減少了刀片在加工和熱處理時(shí)峰值應(yīng)力, 改善了刀片受力狀況�。
差時(shí)分段剪切設(shè)計(jì)
橫向剪切時(shí), 組合刀架最大受力達(dá)216t�, 考慮設(shè)計(jì)12的設(shè)計(jì)余量, 設(shè)計(jì)推力達(dá)到: 260to 如此大的剪切力如果同時(shí)剪斷所有扁鋼��, 將使機(jī)架不可避免承受強(qiáng)烈的沖擊力�����, 這對(duì)機(jī)架和刀架的強(qiáng)度和穩(wěn)定性都是很大的考驗(yàn), 在刀具設(shè)計(jì)時(shí)為了減少剪切時(shí)產(chǎn)生的沖擊力��, 設(shè)計(jì)中采用差時(shí)剪切技術(shù)將鋼格柵分幾段剪切�, 這樣大大降低了剪切時(shí)對(duì)機(jī)架和刀架沖擊力, 大大提高了剪床的穩(wěn)定性和壽命����。
材料和熱處理工藝
刀具受力特點(diǎn)決定了材料需要有好的韌性而刀刃部分須有高的表面硬度。 硬度要求: 刀刃H R C 55- - 60��, 材料H R C 35- - 4 5�����。 材料選擇高速鋼�����, 高速鋼比-般的碳素工具鋼和低合金鋼具有更高的強(qiáng)度和耐磨性日��。 在選擇熱處理工藝時(shí)����。 要提高材料的表面硬度針對(duì)不同材料, 采用不同的熱處理方法。 經(jīng)過(guò)多次試驗(yàn)�����, 最終選擇的材料加工工藝為: 下料-鍛造-退火-線(xiàn)切割-淬火+ 回火-表面滲碳��。
刀具試驗(yàn)
刀具加工好后����, 還須試驗(yàn)材料的強(qiáng)度�、 硬度、 韌性�, 及抗疲勞性能。 通過(guò)剪切試驗(yàn)�����, 測(cè)定刀具材料在剪切不同厚度的鋼格柵下應(yīng)變��, 分析刀具材料所受應(yīng)力��, 繪制應(yīng)力應(yīng)變曲線(xiàn)��, 根據(jù)應(yīng)力水平調(diào)整刀具斷面尺寸; 實(shí)驗(yàn)時(shí)采用了多種材料和熱處理工藝����, 通過(guò)試驗(yàn)最終確定材料和加工工藝�����。
本文由安平縣森馳鋼格板廠原創(chuàng)��,如需轉(zhuǎn)載請(qǐng)注明出處�。