熱鍍鋅標準GB/T 13912-2002_純文字版_非常適合閱讀
來源:未知??作者:森馳公司 ??最后更新時間:2021-09-18 10:47:14 ??瀏覽:
咨詢電話:131 6555 8910(微信同步)
前言
本標準修改采用ISO1461:1999《鋼鐵制件熱浸鍍鋅層技術條件及試驗方法》。
本標準根據(jù)ISO1461:1999重新起草����,在附錄A中列出了本標準與ISO1461章條編號的對照一覽表。
本標準對ISO 1461;1999作了下列修改��,在附錄B中列出了本標準與ISO 1461的技術性差異及其原因的一覽表。
—按國內現(xiàn)有的系列標準��,標準名稱改為“金屬覆蓋層鋼鐵制件熱浸鍍鋅層技術要求及試驗方法”;
—取消了ISO 1461的前言;
—用“本標準”代替“本國際標準;?�����,
—引用了部分采用國際標準的我國標準;
—將ISO 1461:1999中的4.2和附錄A的內容合并為本標準的4.1;
—將ISO1461:1999中第6章的內容分解為本標準的第6章和第7章;
—對采用爆鋅代替離心處理或同時采用爆鋅和離心處理的熱浸鍍鋅制件的鍍層厚度提出了要求;
—對未經完全烘干的制件熱浸鍍鋅提出了安全要求�。
本標準代替GB/T13912-1992《金屬覆蓋層鋼鐵制品熱鍍鋅層技術要求》。
本標準與GB/T 13912-1992相比主要變化如下:
—在鍍層的厚度大于規(guī)定值的條件下�,允許被鍍制件表面存在發(fā)暗或淺灰色的色彩不均勻;
—對熱浸鍍鋅生產過程提出了安全要求;
—要求每個漏鍍面的面積不應超過10cm,;
—修復層的厚度應比鍍鋅層要求的最小厚度厚30pm以上。
本標準的附錄D是規(guī)范性附錄����,附錄A、附錄B����、附錄C和附錄E是資料性附錄。
本標準由中國機械工業(yè)聯(lián)合會提出��。
本標準由全國金屬與非金屬覆蓋層標準化技術委員會歸口���。
本標準負責起草單位:武漢材料保護研究所��。
本標準參加起草單位:哈爾濱鐵塔廠���。
本標準主要起草人:吳勇��、李春燕����。
金屬覆蓋層鋼鐵制件熱浸鍍鋅層技術要求及試驗方法
1����、范圍
本標準規(guī)定了鋼鐵制件熱浸鍍鋅層(其他合金元素總含量不超過2%)的技術要求和試驗方法。
本標準不適用于下列情況:
a)連續(xù)式熱浸鍍生產的板材�、帶材、線材���、管材和棒材;
b)采用特殊標準的熱浸鍍鋅產品:
c)有附加要求或有與本標準要求不一致的熱浸鍍鋅產品����。
注:某些產品標準可以通過引用本標準號或修改本標準的部分條款來規(guī)定產品的熱浸鍍鋅層����。
本標準對熱浸鍍鋅產品的后處理和附加保護涂層未做規(guī)定�����。
2、規(guī)范性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款����。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準�����,然而����,鼓勵根據(jù)本標準達成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件���,其最新版本適用于本標準�。
GB/T470鋅錠(eqv ISO 752)
GB/T4955金屬覆蓋層覆蓋層厚度測量陽極溶解庫侖法(eqv ISO 2177)
GB/T4956磁性金屬基體上非磁性覆蓋層厚度測量磁性法(eqv ISO 2178)
GB/T6462金屬和氧化物覆蓋層橫斷面厚度顯微鏡測量方法(eqv lSO 1463)
GB/T9793金屬和其他無機覆蓋層熱噴涂鋅�����、鋁及其合金(eqv ISO 2063)
GB/T12334金屬和其他無機覆蓋層關于厚度測量的定義和一般規(guī)則(eqv ISO 2064)
GB/T13825金屬覆蓋層黑色金屬材料熱鍍鋅層的質量測定稱量法(nqv ISO 1460)
GB/T18253鋼及鋼產品檢驗文件的類型(eqv ISO 10747)
ISO2859-1特性檢查的抽樣程序第1部分:按可接受的質量水平(AQL)確定的逐批檢查抽樣方案
ISO2859-3特性檢查的抽樣程序第3部分:不連續(xù)批的抽樣程序
3術語和定義
GB/T12334中確立的以及下列術語和定義適用于本標準����。
3.1熱浸鍍鋅hot dip galvanizing將經過前處理的鋼或鑄鐵制件浸入熔融的鋅浴中,在其表面形成鋅和(或)鋅一鐵合金鍍層的工藝過程和方法����。
3.2熱浸鍍鋅層hot dip galvanized coating采用熱浸鍍鋅方法在鋼鐵件表面上獲得的鋅和(或)鋅一鐵合金鍍層�。注:在本標準中簡稱為鍍層
3.3鍍層的鍍層的鍍覆量coating mass
鋼鐵表面上單位面積鋅和(或)鋅一鐵合金鍍層的總質量���,以g/mz表示�。
3.4鍍層厚度coating thickness
鋼鐵表面上鋅和(或)鋅一鐵合金鍍層的總厚度����,以km表示。
3.5主要表面significant surface
制件上被熱浸鍍鋅或將被熱浸鍍鋅的部分表面��,該部分表面上的鍍層對于制件的外觀和(或)使用性能是極為重要的��。
3.6樣本control sample
從檢查批中隨機抽取用于試驗的熱浸鍍鋅制件或制件組�����。
3.7基本測量面reference area
按規(guī)定次數(shù)進行檢測試驗的區(qū)域��。
3.8鍍層局部厚度local coating thickness
在某一基本測量面按規(guī)定次數(shù)用磁性法所測得的鍍層厚度的算術平均值或用稱量法進行一次測量所測得的鍍層鍍覆量的厚度換算值�。
3.9鍍層平均厚度mean coating thickness
對某一大件或某一批鍍鋅件抽樣后測得鍍層局部厚度的算術平均值��。
注:本標準中大件是指主要表面的表面積大于2m'的制件(見6.2,7.2).
3.10鍍層的局部鍍覆量local coating mass
采用稱量法進行一次測量所測得的某一區(qū)域鍍層的鍍覆量��。
3.11鍍層的平均鍍覆量mean coating mass
按第5章規(guī)定抽樣,用稱量法測得的鍍層局部鍍覆量的算術平均值�����,或鍍層平均厚度的換算值�����。
3.12最小值minimum value
在基本測量面上用稱量法測得的鍍層鍍覆量厚度換算值中的最小值�,或按規(guī)定次數(shù)用磁性法所測得的鍍層厚度的算術平均值中的最小值。
3.13檢查批inspection lot
簡稱批�。指一次訂貨或一次交貨的熱浸鍍鋅制件。
3.14驗收檢查acceptance inspection
在沒有其他規(guī)定的情況下�����,應在熱浸鍍鋅生產廠家內對某檢查批的熱浸鍍鋅制件進行的檢查�。
3.15漏鍍面uncoated areas
鋼鐵制件表面未與熔融鋅發(fā)生反應的區(qū)域。
4���、一般要求
4.1需方應向供方提供的資料
4.1.1必要資料
本標準的標準號����。
4.1.2附加資料
需方若有特殊要求�,則應提供下列資料:
a)對熱浸鍍鋅會產生影響的基體金屬的化學成分和性能(參見附錄C);
b)主要表面的標定�����,可利用圖紙標明或提供標有適當標記的樣品;
c)表面平整與否將影響鍍鋅制件使用性能的區(qū)域用圖紙或其他方法標明��,這些不平整往往由鍍鋅過程中形成的鋅瘤����、鍍鋅時制件相互接觸形成的痕跡等因素造成;供需雙方應協(xié)商解決這些問題;
d)用樣品或其他方法說明產品要求的表面光滑程度;
e)是否有特殊預處理要求;
f)是否有特殊的鍍層厚度要求(見6.2中注和附錄C);
B)是否允許經離心或爆鋅處理的鍍層厚度達到表3而不是表2要求;
h)熱浸鍍鋅后是否還要進行后處理或涂裝(見6.2.3�,附錄C.4和附錄C.5);
i)抽樣方法(見第5章);
j)合格證書是否要求與GB/T18253的規(guī)定一致。
供方應根據(jù)需方要求提供包括修復方法(見6.3.2和附錄C.5)在內的有關資料��。
4.2基體金屬
基體金屬的化學成分����、表面狀況、制件的重量及鍍鋅條件都將影響鍍層的外觀���、厚度��、組織結構及物理/力學性能��。本標準沒有對這些提出具體的要求��,供需雙方可參照附錄C對基體金屬的選擇及鍍鋅條件進行協(xié)商�。
4.3熱浸鍍鋅浴
用于熱浸鍍鋅的鋅浴主要應由熔融鋅液構成�。熔融鋅中的雜質總含量(鐵,錫除外)不應超過總質量的1.500�����。所指雜質見GB/T 470規(guī)定�。
4.4安全
在熱浸鍍鋅的生產過程中應按附錄D的要求采取安全措施。
注:I SO14713給出了鋼鐵熱浸鍍鋅層的選用指南�����。
ISO12944-5包含有關鋼鐵熱浸鍍鋅層上涂裝的信息(參見附錄F)����。
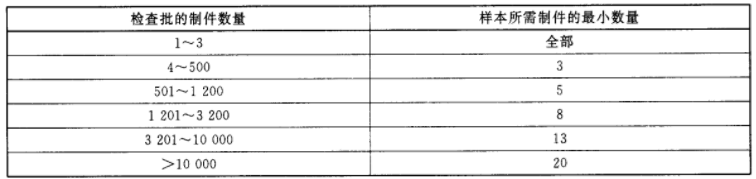
5抽樣
用于鍍層厚度試驗的樣本應從每一檢查批(見3-6)中隨機抽取,應按表1要求從每一檢查批中抽取不少于最小數(shù)量的制件組成樣本�����。
表1按批的大小確定樣本大小
除非訂貨時需方提出其他要求�,驗收檢查應在產品離開鍍鋅廠家之前進行。
6鍍層的要求
6.1外觀
目測所有熱浸鍍鋅制件���,其主要表面(見3.5)應平滑���,無滴瘤�����、粗糙和鋅刺(如果這些鋅刺會造成傷害)�,無起皮���,無漏鍍����,無殘留的溶劑渣��,在可能影響熱浸鍍鋅工件的使用或耐腐蝕性能的部位不應有鋅瘤和鋅灰�。
注1:“粗糙”和“平滑”是相對概念,制件鍍層的粗糙度不同于經機械輥擠或(和)吹�����、抹的鍍鋅制品(如鍍鋅鋼板和鍍鋅鋼絲)的粗糙度���。
只要鍍層的厚度大于規(guī)定值����,被鍍制件表面允許存在發(fā)暗或淺灰色的色彩不均勻區(qū)域。潮濕條件下儲存的鍍鋅工件����,表面允許有白銹(以堿式氧化鋅為主的白色或灰色腐蝕產物)存在��。
注2:不可能確立一個能橙蓋所有實際要求的關于外觀和精飾的定義目查外觀���,檢查不合格的制件應按6.3.2進行修復或重鍍后再交送重新檢查����。
若有特殊要求(例如鍍鋅后需要涂裝)�,應按要求提供樣品(見4.1.2和附錄C.1.4),
6.2厚度
鍍層的厚度試驗應按第5章規(guī)定數(shù)量抽樣,并按7.2規(guī)定的試驗方法進行試驗�����。根據(jù)熱浸鍍鋅制件主要表面(見3-5)面積的大小����,試驗測得的鍍層厚度應分別達到以下要求:
a) 對于主要表面(見3-5)面積大于2m,的制件(即大件)���,樣本中每個制件的所有基本測量面(見3-7)內測得的鍍層平均厚度應不低于表2或表3中相應的平均鍍層厚度的最小值;
b) 對于主要表面(見3-5)面積小于或等于2m�,的制件,在每個基本測量面(見3.7)內測得的局部鍍層厚度應不小于表2或表3中局部厚度最小值���,在樣品的所有基本測量面(見3.7)測得鍍層平均厚度應不低于表2或表3相應平均厚度最小值���。
注:熱浸鍍鋅層防腐蝕時間的長短大致與鍍層厚度成正比。在極嚴酷的腐蝕條件下服役和(或)要求更長的服役時間的制件���,其鍍層厚度要求可以高于本標準的規(guī)定要求�����。但是鍍鋅層的厚度要受基材的化學成分���、制件的表面狀況、制件的幾何尺寸��、熱浸鍍工藝參數(shù)等因素的限制��。當需要較厚鍍層時��,供需雙方應探討熱浸鍍技術上的可能性并注明相關技術條件(參見附錄C),
表2未經離心處理的鍍層厚度最小值
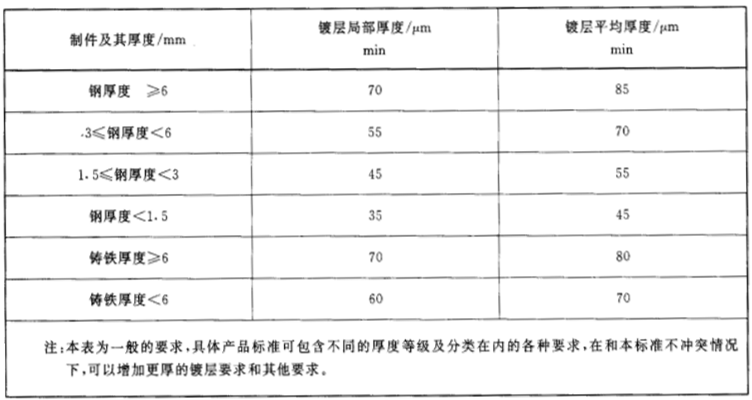
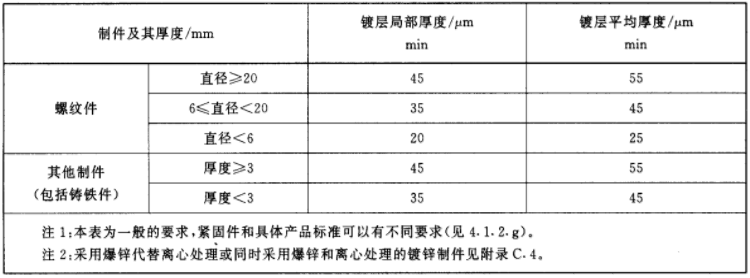
表3經離心處理的鍍層厚度最小值
6.3漏鍍和修復
6.3.1漏鍍
熱浸鍍鋅制件漏鍍面的總面積不應超過制件總表面積的0.5%����。每個漏鍍面的面積不應超過10 cm²����。當供需雙方沒有其他協(xié)議時��,若漏鍍面積大于上述規(guī)定值���,這些制件應予重鍍�。
6.3.2修復
熱浸鍍鋅制件表面若存在漏鍍面�����,應采用熱噴涂鋅��、涂敷富鋅涂料或融敷鋅合金等方法對漏鍍面進行修復(見附錄C.5)�����。除非需方另有特殊要求���,如:熱浸鍍鋅以后還要進行涂裝處理或修復層的厚度必須與原鍍鋅層的厚度相同,修復區(qū)域內鋅的涂(覆)層厚度一般應比表2或表3中要求的相應的鍍層局部厚度厚30 um以上����。修復涂層應能在鋼的使用過程中給予鋼材以犧牲性陽極保護�����。
修復前�����,應去除漏鍍區(qū)域內的氧化皮和其他污物�,或采用其他前處理方法��,以保證修復層與基體間的附著力��。若采用熱噴涂鋅修復����,則應按GB/T 9793要求進行。
供方應將修復方法告之需方��。若需方有特殊要求��,則應在修復前要求供方告知修復方法�����。
破損面的修復方法建議參見附錄C.5,
6.4附著力
一般厚度的熱浸鍍鋅工件在正常工作條件下應沒有剝落和起皮現(xiàn)象。鍍鋅后再進行彎曲和變形加工產生的鍍層剝落和起皮現(xiàn)象不表示鍍層的附著力不好�����。
若需方有特殊要求����,必須測試附著力,則由供需雙方協(xié)商���。
6.5驗收準則
按7.2.2的要求選取若干基本測量面����,在這些基本測量面上按7.2.3規(guī)定的試驗方法進行試驗�,所測的鍍層厚度不應小于表2和表3所規(guī)定的值�。除非在有爭議的情況下,或供方許可切割其制件做稱量法試驗����,否則都應采用非破壞性試驗方法。當制件的鋼材厚度不同時��,則每一厚度范圍的制件都應視為單獨的處理批次���,其鍍層厚度都應分別達到表2和表3中的相應的值�。
如果樣本的鍍層厚度不符合這些要求,則應在該批制件中雙倍取樣(制件數(shù)少于最低取樣數(shù)則取全部制件進行試驗)��。若這一較大的樣本通過了試驗則視該批制件合格;若通不過��,則不符合要求的制件應報廢��,或經需方允許重鍍�。
7、試驗方法
7.1外觀試驗
采用校正視力在正常的閱讀環(huán)境下目查�����。
7.2鍍層厚度試驗
7.2.1一般試驗條件
在制件的尺寸允許的情況下鍍層的厚度測量不應在離邊緣少于10 m m的區(qū)域���、火焰切割面或邊角進行(見附錄C.1.2)�����。
7.2.2基本測量面(見3.7)
為了獲得盡可能具有代表性的鍍層平均厚度(見3-9)或鍍覆量(見3.11)��,采用磁性法或稱量法測量鍍層的厚度時�����,基本測量面的數(shù)量�����、位置及尺寸應根據(jù)制件形狀和大小確定���。對樣本中較長制件�����,其基本測量面應在離其每端大約100m m���,大致接近中心線的位置獲取,并應包括制件的整個橫截面���?�;緶y量面的數(shù)量取決于樣本中各制件的尺寸,應按以下規(guī)定確定:
a) 主要表面(見3.5)面積大于2m²��,的制件(即大件)樣本中的每個制件至少應取3個基本測量面;
b) 主要表面(見3.5)面積大于10000mm²-2m²(包括2m²)的制件樣本中每個制件應至少取一個基本測量面;
c) 主要表面(見3.5)面積為1000mm²-10000mm²(包括10000mm²)的制件樣本中每個制件應取一個基本測量面;
d) 主要表面(見3-5)面積小于1000mm²的制件應由足夠數(shù)量的制件共同提供至少1000mm²的面積作為一個單獨的基本測量面����?��;緶y量面的總數(shù)應按表1最后一列來取。因此��,用于測量的制件總數(shù)等于提供一個單獨的基本測量面所需的制件數(shù)乘以表1最后一列提供的數(shù)量����,這一用于測量的制件總數(shù)與檢查批(見3.13)的大小有關(如果批不大,也可取全部的制件用于進行試驗)��。如果不采用上述規(guī)定��,也可以按ISO 2859-1或ISO 2859-3規(guī)定的抽樣程序進行����。
注:10000mm²=100cm²;
1000mm²=10cm²;
2m²典型的表示為200cm*100cm;
10000mm²典型的表示為10cm*10cm;
1000mm²典型的表示為10cm*1cm.
7.2.3厚度測量方法(參見附錄E)
鍍層的厚度可采用以下方法測量:
a) 稱量法 是仲裁的方法,按GB/T 13825要求進行���。按本方法測得的鍍鋅層的鍍覆量應按鍍層的密度(7-2g/cm')換算成鍍層的厚度(參見附錄E.2)�����。本方法是破壞性試驗方法��。在制件數(shù)量少于10件的情況下�,如果稱量法可能牽涉到制件損壞和由此發(fā)生的補救費用令需方不可接受,則需方不應勉強接受稱量法���。
b) 磁性法 是非破壞性試驗方法����,按GB/T 4956要求進行���。測量時����,其基本測量面應置于能夠為稱量法所選中作為基本測量面的典型區(qū)域內��。在每個不小于1 000 m m,的基本測量面內采用磁性法測厚時�����,應至少取5個測量點測厚���,其算術平均值即為該基本測量面的鍍層局部厚度(見3.9)�����。只要該平均值不低于表2或表3中局部厚度所要求的值���,允許個別測量點上的測量值低于表2或表3中的值。磁性法最適用于在工廠內進行在線質量控制���。由于用該方法測量的每個區(qū)域都非常小��,個別測量值可能低于鍍層的局部厚度或平均厚度值��。如果用磁性法在一個基本測量面內進行了足夠次數(shù)的測量����,測得的局部厚度值趨近于用稱量法測得的值���。
c) 橫截面顯微鏡法 是破壞性試驗方法而且僅僅代表某一點����,所以不適用大件或貴重件的常規(guī)檢查�����,但可觀察某點的金相����,按照GB/T 6462要求進行���。
d) 陽極溶解庫侖法 是破壞性試驗方法,按照GB/T 4955要求進行���。
注:也可采用電磁法����,電磁法是非破壞性試驗方法(參見附錄E.1)���。
在上述測量方法中����,破壞性試驗方法會對熱浸鍍鋅制件造成損壞�,一般情況下應采用非破壞性試驗方法,但是�����,若產生爭議�����,則應采用稱量法仲裁。若制件很小����,必須要5個以上制件的主要表面積之和才能達到1000mm,����,在每個制件都有適合于磁性法的基本測量面的條件下,可采用磁性法�,否則應采用Gs/T 13912-2002稱量法。鍍層厚度與鍍覆量的換算方法參見附錄E�����。
7.3附著力試驗
只要鍍鋅層與基體的附著力能滿足制件在使用和一般操作條件下的要求�����,通常不需專門測試鍍鋅層和基體之間的結合力�����。
若需方有特殊要求�����,可由供需雙方協(xié)商確定附著力的試驗方法(參見附錄C.6)。附著力試驗應在主要表面和使用過程中對附著力有一定要求的區(qū)域內進行����。
8合格證書
根據(jù)需要,熱浸鍍鋅廠家應提供符合本標準要求的證書���。
附錄A
(資料性附錄)
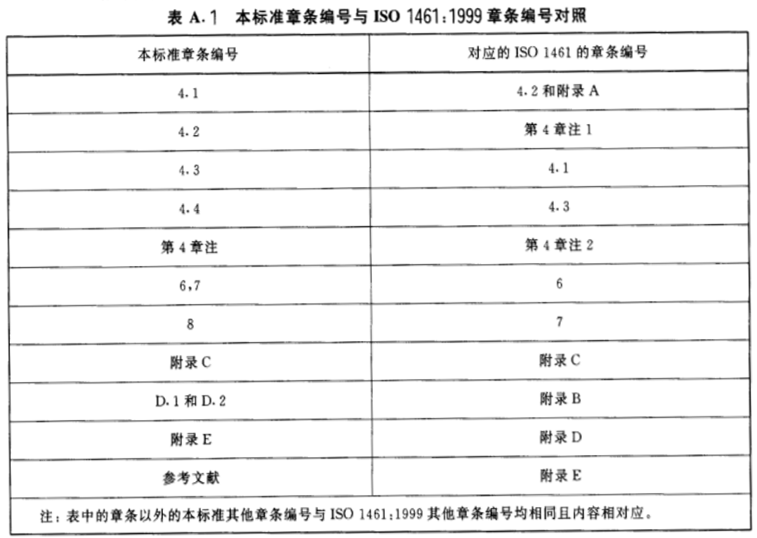
本標準章條編號與ISO 1461:1999章條編號對照
表A.1給出了本標準章條編號與ISO1461:1999章條編號對照一覽表�����。
附錄B
(資料性附錄)
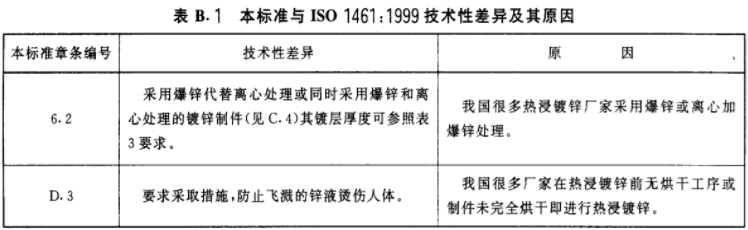
本標準與ISO1461:1999的技術性差異及其原因
表B.1給出了本標準與ISO1461:1999的技術性差異及其原因
附錄C
(資料性附錄)
熱浸鍍鋅的影響因素
C.1基體金屬
C.1.1成分
碳鋼���、低合金鋼及灰口鑄鐵和馬口鑄鐵一般都適合熱浸鍍鋅,其他鐵基金屬需熱浸鍍鋅時�,需方應向供方提供資料或樣品,以決定這些鋼熱浸鍍鋅后是否能獲得滿意的結果��。含硫的易切削鋼不適合熱浸鍍鋅�����。
c.1.2表面狀態(tài)
進入熱浸鍍鋅浴之前的基體金屬表面應干凈�����。酸洗是清洗表面的推薦方法,但是應避免過度酸洗�����。不能酸洗掉的表面污物�����,如:碳膜(如軋制油的殘余物)��、油污��、油漆�、焊渣以及類似的污染物應在酸洗前去除�����,去除這些雜質的責任應由供需雙方商定�。
鑄鐵件表面應盡可能無孔隙和縮孔,并應采用噴砂���、拋丸�����、電解酸洗或其他適用于鑄鐵件的方法進行清理���。
C.1.3鋼材的表面粗糙度對鍍鋅層厚度的影響
鋼表面粗糙度對鍍層厚度和鍍層結構有影響���,基體金屬表面不均勻性在熱浸鍍鋅之后一般仍會保留。
鋼材在酸洗前進行噴砂�、粗磨等處理可獲得粗糙表面,如此處理的鋼材熱浸鍍鋅后獲得的鍍層要厚于僅進行酸洗處理的����。反之,表面光滑的制件較難獲得較厚的鍍鋅層�����。
火焰切割改變了火焰切割區(qū)域內鋼材的組織和成分�,以至于該區(qū)域內難以得到6.2以及表2和表3規(guī)定的鍍層厚度,為了得到規(guī)定的鍍層厚度��,可磨去火焰切割表面后再熱浸鍍鋅����。
C.1.4基體金屬中的活性元案對鍍鋅層厚度及外觀的影響
大多數(shù)鋼都能滿意地熱浸鍍鋅,但是鋼中的一些活性元素會影響熱浸鍍鋅���,如硅(Si)和磷(P),鋼材的表面成分將會影響鍍鋅層的厚度和外觀���。在一定的成分范圍內�����,硅和磷可能會導致形成不均勻的光亮和(或)暗灰色鍍層�����。這些部位的鍍層可能較脆較厚。法國標準NF A35-503:1994(見參考文獻)給出了可適用于熱浸鍍鋅的鋼及其性能指南����,但是關于鋼中特殊元素影響的研究仍在進行之中仁參見ISO 14713(見參考文獻)〕。
C.1.5基體金屬中的內應力
基體金屬中部分應力在熱浸鍍鋅過程中會被去除����,同時可能會引起鍍鋅制件的變形。
鋼制件經一定程度的冷加工(例如彎曲)后會變脆���,這取決于鋼的種類和冷加工程度����。熱浸鍍鋅是一個熱處理過程,如果被鍍鋼材對形變時效敏感����,會加速形變時效的發(fā)生而使鋼鐵制件脆化。為了避免這種脆化危險��,可使用對形變時效一硬化不敏感的鋼����。如果認為某種鋼對形變時效敏感,在可能的情況下應避免深度冷加工;若不能避免深度冷加工���,則應在酸洗和熱浸鍍鋅之前進行去應力熱處理�����。
注:形變時效硬化敏感性和隨之產生的脆性增加主要是由鋼中氮所引起��,更確切地說極大地取決于鋼的生產過程.在現(xiàn)代化工業(yè)生產中����,一般不會產生此類問題���。鋁鎮(zhèn)靜鋼可將形變時效降到最低程度.
經過熱處理和冷加工強化的鋼在熱浸鍍鋅的同時還會受熱回火而使經熱處理或冷加工獲得的強度降低��。
淬火鋼和(或)經深度拉伸的鋼會有內應力���,如此大的內應力可使酸洗和熱浸鍍鋅過程增加鋼制件在鋅浴中開裂的危險性��。在酸洗和熱浸鍍鋅之前對制件進行消除應力處理可以減小這種開裂風險��。但是對此類鋼材進行熱浸鍍鋅處理時應向專家咨詢�。
結構鋼一般不會在酸洗時由于吸氫而產生脆斷��,殘留的氫(即使有的話)一般不會影響結構鋼�。對于結構鋼而言,被吸入的氫在熱浸鍍鋅過程中會被釋放出去����,如果鋼的硬度高于34HRC��、3 40HV或325HB(見ISO 4964)���,在前處理中應盡量將吸氫量降到最低程度��。
對于防止脆斷而言����,如果某個地方的經驗表明,特殊的鋼材�����、預處理���、熱處理和機械處理�、酸洗以及熱浸鍍鋅方法可以獲得滿意的結果�����,則這些經驗對于其他地方相同的鋼材���、預處理����、熱處理和機械處理�、酸洗以及熱浸鍍鋅方法將具有指導作用。
C.1.6制件幾何尺寸的影響
大尺寸和常規(guī)制造方法制成的厚鋼件的冶金學性質這兩個因素要求制件在熱浸鍍鋅浴中停留較長的時間�,這會導致形成厚的鍍層。
c.1.7熱浸鍍鋅工藝
作為熱浸鍍鋅處理技術的一部分��,在熱浸鍍鋅浴(符合4.3的要求)中加入少量合金元素,可以顯著地降低硅和磷的不利影響(見C.1.4)或改善鍍層外觀�����。這些可能添加的元素不影響熱浸鍍鋅層的一般質量���,耐腐蝕壽命和鍍鋅產品的力學性能�����,對此類添加元素無需進行標準化�����。
C.2設計
C2.1總則
熱浸鍍鋅制件的設計應適應熱浸鍍鋅工藝�,在設計和制造熱浸鍍鋅產品之前�,需方應向熱浸鍍鋅廠家進行咨詢,因為可能有必要使制件的結構適合于熱浸鍍鋅工藝�����。
C.2.2配合螺紋件的尺寸公差
有兩種不同的預留加工的余量方法:一是下切外螺紋;二是上切內螺紋�����。如果是緊固件可參見有關緊固件的規(guī)定和標準��。一般情況下有配合要求的螺紋件上應預留加工余量����,以容納鍍層厚度。對熱浸鍍鋅后加工出或再加工出的內螺紋上的鍍層不做要求�。
螺紋元件的鍍層厚度指的是螺紋元件經熱浸鍍鋅之后立即進行離心或爆鋅處理而獲得的鍍層厚度,進行這樣的后處理的目的是保證螺紋清潔��。
注1:內外螺紋件配合在一起時�����,外螺紋件上的鎖層可對內螺紋形成陰極保護�����,因此不要求內螺紋上有鍍鋅層����。
注2:經熱浸鍍鋅的螺紋件應有足夠的強度以滿足原設計的要求。
C.2.3工藝加熱的影響
在熱浸鍍鋅浴中加熱會受到不利影響的材料不應熱浸鍍鋅��。
C.3熱浸鍍鋅浴
在有特殊要求的場合�,需方可規(guī)定鍍鋅浴或鍍鋅層中的添加元素或雜質的含量�。
特別是要對鍋爐(即熱水貯槽和罐)進行熱浸鍍鋅處理并將其與熱浸鍍鋅鋼管一道用于飲用水系統(tǒng)的情況下���,需方可要求其鍍層成分同樣符合EN10240見參考文獻)對管子鍍層提出的成分要求�����。
C.4后處理
一般情況下��,當制件還是熱的和濕的狀態(tài)時�����,制件不應堆集在一起�����。小制件可散放在料筐中或置于料架上�����,從熱浸鍍鋅浴中取出后立即離心甩掉或爆除多余的鋅����。
為了防止制件在潮濕環(huán)境中存放時表面產生白銹�,不再涂裝的制件鍍鋅之后應進行適當?shù)谋砻嫣幚怼?br />
如果制件鍍鋅后要涂漆或粉末噴涂,需方應在熱浸鍍鋅之前告知供方����。
C.5漏鍍面和損傷面的修復
若制件鍍鋅后需要涂裝,供方應告知需方允許對損傷面進行修復����,還應告知修復漏鍍或損傷區(qū)域的推薦方法和材料。需方和后續(xù)涂層的涂覆方應保證后續(xù)涂層體系與所采用的修復方法和材料的相容性�����。6.3規(guī)定了修復層厚度的驗收要求����。損傷面的現(xiàn)場修復可以采用同樣的方法進行。修復面的大小應與漏鍍面的大小一致;如果某一尺寸的漏鍍面是可以接受的��,則同樣大小的修復面也應是可以接受的���。
C.6附著力試驗
鍍層與基體結合力強是熱浸鍍鋅工藝的特點�,所以通常不需測試鍍鋅層和基體之間的結合力�。但是一般厚度的熱浸鍍鋅工件在使用和正常操作條件下應沒有剝落和起皮現(xiàn)象。若必須測試結合力����,例如:制件在使用和安裝過程中要承受較大的機械應力���,則供需雙方可參照被鍍制件的服役條件協(xié)商選定適當試驗方法??虅澥值脑囼灧椒▽υu價鍍層的機械性能有一定的參考意義,但是在某些條件下試驗的要求要高于使用要求���。另外也可采用錘擊法和銼刀法���。
任何建議的附著力試驗都應取得供需雙方同意,并應符合實際的工況條件���。
附錄D
(規(guī)范性附錄)
安全要求
D.1熱浸鍍鋅生產過程應按國家有關安全����、環(huán)保和人體健康的法規(guī)和標準要求進行��。
D.2嚴禁對包含有封閉內腔的制件進行熱浸鍍鋅�,除非在封閉內腔上適當開孔,以防止封閉內腔內的空氣受熱后壓力增加產生爆炸���。另外���,適當開孔可保證熱浸鍍鋅后��,內腔內的鋅液能順利地流出。在國家的安全和健康法規(guī)未具體涉及內腔的排氣和導流問題的情況下�,需方應提供開孔的方法或其他處理措施,否則由供方自行處理���。開孔排氣導流的方法可參見ISO 14713(見參考文獻)����。
D.3未經完全烘干的制件����,表面會殘留溶劑的水溶液或其他水分,進入鋅浴后會爆炸��,應采取措施防止飛濺的鋅液燙傷人體��。
附錄E
(資料性附錄)
厚度測定
E.1總則
鍍鋅層厚度的檢測方法有破壞法和非破壞法(無損測厚法)���。
最常用的非破壞法是磁性法(參見6.2和GB/T 4956)��。電磁法也是一種非破壞試驗方法(參見ISO 2808)�。
破壞法包括稱量法(參見GB/T 13825)、陽極溶解庫侖法(參見GB/T 4955)和橫斷面顯微鏡法(參見GB/T 6462)���。
應仔細研究第3章�����,特別是對使用磁性法得到的局部厚度和平均厚度的關系有爭議時�,其測量結果應以稱量法為準����。
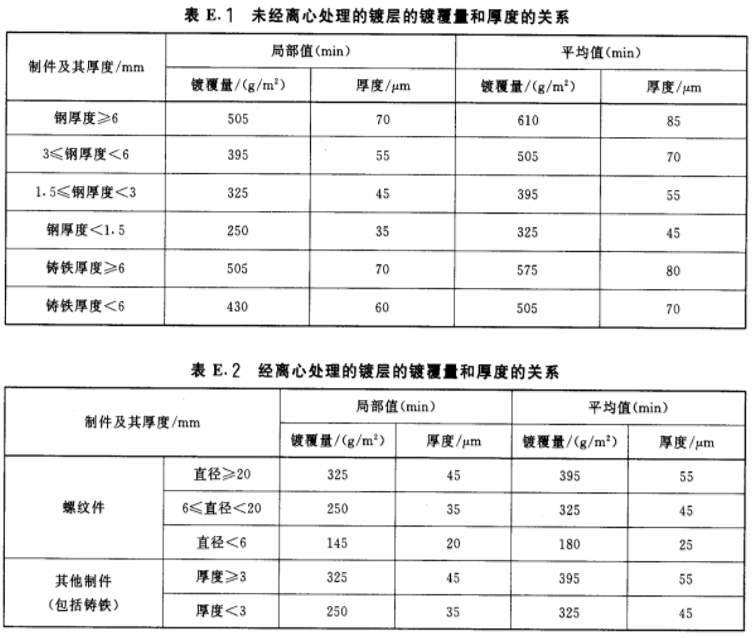
E.2單位面積鍍層鍍覆量與鍍層厚度之間的換算(參考方法)
用GB/T 13825規(guī)定的稱量法可測出單位面積鍍層的鍍覆量,用g/m²表示��,除以鍍層密度(7.2g/cm³)可將鍍層的鍍夜量換算成鍍層厚度���。與表2和表3中鍍層厚度對應的近似鍍層的鍍覆量見表E.1和表E.2����。
參考文獻
ISO 2808:1997色漆和清漆漆膜厚度的測定
ISO 4964:1984鋼硬度換算
ISO 14713:1999鋼鐵結構件腐蝕防護鋅和鋁鍍層指南
ISO 12944-4:1998色漆和清漆鋼結構涂裝體系的腐蝕防護第4部分:表面和表面準備的類型
ISO 12944-5:1998色漆和清漆鋼結構涂裝體系的腐蝕防護第5部分:保護涂裝體系
EN 10240鋼管的內和(或)外保護層自動化設備鍍覆的熱浸鍍鋅鋼管技術要求
NFA35-503:1994鐵和鋼—熱浸鍍鋅用鋼
本文由安平縣森馳鋼格板廠整理���,內容摘抄至網(wǎng)絡��。